熱搜詞:皮帶輸送機 螺旋輸送機 給料設備 篩分設備 備品備件
24小時咨詢熱線:
18836269550
近期相信大家都對“皮帶輸送機主要結構組成及異常問題的分析與處理”這個話題比較感興趣,要想知道這個話題答案,那么我們首先要了解一些與之相關的內容,坤威機械的小編精心整理了該話題的相關內容,那么下面就讓坤威機械的小編帶大家一起了解一下吧!
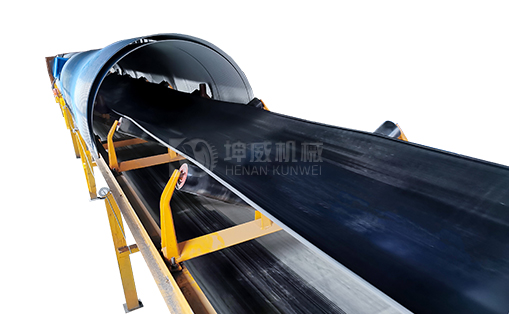
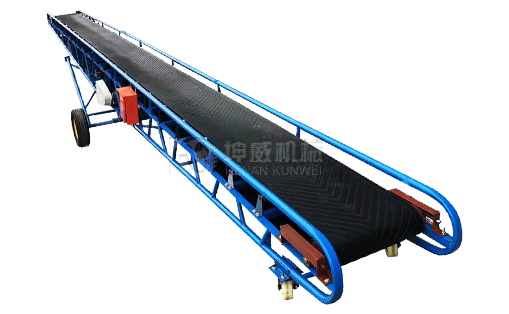
皮帶輸送機作為工業領域中應用廣泛的連續運輸設備,憑借其輸送量大、結構簡單、維護便捷等優勢,在礦山、冶金、港口、電力等行業承擔著物料輸送的核心任務。其穩定運行直接關系到生產線的效率與安全,而設備故障的及時處理則是保障連續生產的關鍵。本文將從結構組成、異常問題分析及處理措施三方面展開系統闡述,為設備維護提供技術參考。
一、皮帶輸送機核心結構組成
皮帶輸送機由驅動系統、承載系統、支撐系統、張緊系統及輔助裝置五大模塊構成,各系統協同工作實現物料輸送功能。
1. 驅動系統:動力傳輸的核心
驅動系統由電機、減速器、傳動滾筒及聯軸器組成。電機通過減速器將高速旋轉轉化為低速大扭矩,經聯軸器傳遞至傳動滾筒。滾筒表面包覆橡膠層以增大摩擦力,驅動輸送帶運行。例如,在長距離輸送場景中,需配置雙電機驅動以平衡負載;傾斜輸送時,需加裝制動裝置防止物料倒流。
2. 承載系統:物料運輸的載體
輸送帶是承載系統的核心部件,通常由橡膠、PVC或金屬芯層構成,需具備耐磨、抗撕裂、耐腐蝕等特性。根據輸送物料特性,可選擇不同覆蓋膠厚度及材質:如輸送礦石需高強度鋼絲繩芯帶,食品加工則采用抗菌型PVC帶。此外,擋板、裙邊等附件可防止物料灑落,提升輸送效率。
3. 支撐系統:穩定運行的保障
托輥組是支撐系統的關鍵,按功能分為承載托輥與回程托輥。承載托輥采用槽形結構(通常槽角35°-45°),通過三組托輥形成物料輸送通道;回程托輥則采用平形或V形結構,減少輸送帶運行阻力。托輥間距需根據輸送帶張力及物料重量設計,一般每1.2-1.5米設置一組,確保輸送帶平穩運行。
4. 張緊系統:張力控制的樞紐
張緊裝置通過調節輸送帶張力,防止打滑或過度拉伸。常見類型包括:
螺旋張緊:通過絲桿旋轉調整滾筒位置,適用于短距離輸送;
重錘張緊:利用配重塊重力保持恒定張力,適用于長距離或變負載場景;
液壓張緊:通過油缸壓力自動補償張力變化,智能化程度高。
5. 輔助裝置:功能擴展的支撐
清掃裝置(如刮板式、旋轉刷式)可清除輸送帶表面殘留物料,避免進入滾筒造成磨損;導料槽通過橡膠擋板控制物料落點,防止撒料;跑偏開關與速度傳感器則構成安全保護系統,實時監測設備運行狀態。
二、常見異常問題及成因分析
1. 輸送帶跑偏:影響輸送精度的頭號問題
成因:
安裝誤差:機架傾斜、滾筒軸線不平行導致張力分布不均;
部件故障:托輥粘附物料、軸承損壞引發轉動阻力差異;
物料偏載:落料點偏離中心線,造成局部負載過大;
輸送帶缺陷:接頭不直、邊緣磨損導致張力失衡。
案例:某礦山企業因導料槽橡膠板磨損不均,導致輸送帶右側受力增大,引發持續跑偏,最終造成托輥組斷裂。
2. 輸送帶打滑:動力傳輸失效的典型表現
成因:
張力不足:張緊裝置配重過輕或行程不足;
摩擦力降低:滾筒包膠磨損、物料淋水導致接觸面濕滑;
過載運行:啟動時負載過大或輸送量超限。
數據:某港口皮帶機因雨季淋水,滾筒與輸送帶摩擦系數從0.3降至0.15,導致打滑頻率上升40%。
3. 異常噪聲:機械故障的早期信號
成因:
托輥故障:軸承缺油、密封損壞引發周期性振動;
聯軸器偏差:電機與減速器軸線不對中產生徑向力;
滾筒偏心:鑄造缺陷或長期磨損導致動平衡失效。
檢測:通過振動頻譜分析可定位故障源,如托輥故障頻率通常為轉速的整數倍。
4. 輸送帶斷裂:災難性故障的直接誘因
成因:
疲勞損傷:長期彎曲應力導致鋼絲繩芯銹蝕斷裂;
沖擊過載:大塊物料墜落產生瞬時沖擊力;
接頭失效:硫化工藝缺陷或長期運行導致接頭強度下降。
預防:定期進行X射線探傷檢測,可提前發現鋼絲繩芯內部裂紋。
三、系統化處理措施與優化建議
1. 跑偏問題處理:精準調整與動態監測
機械校正:采用“調托輥、移滾筒、校機架”三步法。例如,輸送帶向右跑偏時,將左側托輥組向前移動10-15mm,或調整頭部滾筒左側軸承座后移5mm。
智能控制:部署跑偏傳感器與PLC系統,當偏移量超過帶寬5%時自動觸發報警,偏移量達10%時緊急停機。
2. 打滑問題處理:張力優化與摩擦增強
張力調整:重錘張緊裝置需確保配重塊重量為輸送帶總張力的1.2-1.5倍;液壓張緊系統壓力應設定在額定值的80%-90%。
表面處理:滾筒包膠采用菱形花紋橡膠層,摩擦系數可提升至0.4以上;淋水場景加裝雨搭與電加熱裝置,保持接觸面干燥。
3. 噪聲問題處理:源頭治理與狀態監測
潤滑維護:托輥軸承每運行500小時補充鋰基潤滑脂,密封圈損壞時需整體更換;
對中校正:使用激光對中儀調整電機與減速器軸線偏差,徑向誤差控制在0.1mm以內;
智能診斷:部署振動傳感器網絡,通過AI算法分析頻譜特征,提前2-4周預測軸承故障。
4. 斷裂問題處理:材質升級與過程管控
材料選型:高負荷場景采用ST1600級鋼絲繩芯帶,抗拉強度達1600N/mm;
接頭工藝:采用熱硫化接頭,硫化溫度控制在145±5℃,壓力保持1.8MPa,硫化時間根據膠帶厚度按公式計算;
沖擊防護:在落料點加裝緩沖床,將沖擊力分散至多組托輥,降低單點應力集中。
四、維護管理最佳實踐
預防性維護:建立“日檢、周保、月修”制度,重點檢查托輥轉動靈活性、滾筒包膠完整性及輸送帶磨損情況;
備件管理:按AB分類法儲備關鍵部件,托輥、滾筒等易損件庫存量需滿足24小時更換需求;
人員培訓:定期開展故障模擬演練,提升操作人員對異常現象的快速響應能力;
數字化升級:部署IoT設備健康管理系統,實時采集溫度、振動、張力等參數,通過大數據分析優化維護策略。
皮帶輸送機的穩定運行依賴于結構設計的合理性、制造工藝的精準性及維護管理的科學性。通過系統化分析故障成因、實施針對性處理措施,并結合智能化監測技術,可顯著提升設備可靠性,為企業創造持續價值。未來,隨著新材料應用與數字孿生技術的發展,皮帶輸送機將向更高效率、更低能耗、更智能化的方向演進。
以上就是坤威機械為大家整理《皮帶輸送機主要結構組成及異常問題的分析與處理》的全部內容了,(以上內容僅供參考,具體情況需要具體分析,并不適用于所有現場。如有問題概不負責。)如果想了解更多關于輸送機的知識,請撥打我們的電話進行聯系吧
本文作者:河南坤威機械制造有限公司
上一篇:皮帶輸送機如何節能降耗
下一篇:皮帶輸送機在潮濕環境下能使用嗎