熱搜詞:皮帶輸送機(jī) 螺旋輸送機(jī) 給料設(shè)備 篩分設(shè)備 備品備件
收藏本站|網(wǎng)站地圖|聯(lián)系我們河南坤威機(jī)械制造有限公司
24小時(shí)咨詢熱線:
18836269550
近期相信大家都對“皮帶輸送機(jī)的制造工藝有哪些”這個(gè)話題比較感興趣,要想知道這個(gè)話題答案,那么我們首先要了解一些與之相關(guān)的內(nèi)容,坤威機(jī)械的小編精心整理了該話題的相關(guān)內(nèi)容,那么下面就讓坤威機(jī)械的小編帶大家一起了解一下吧!
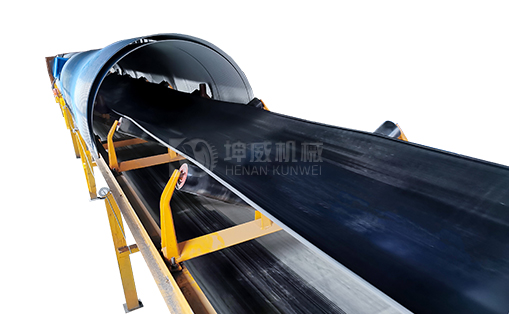
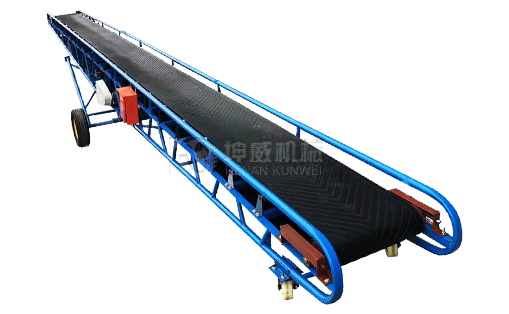
皮帶輸送機(jī)作為現(xiàn)代工業(yè)物流的核心設(shè)備,其制造工藝直接決定了設(shè)備的性能、壽命與運(yùn)行穩(wěn)定性。從原材料選擇到最終調(diào)試,整個(gè)制造流程涉及精密加工、結(jié)構(gòu)優(yōu)化與質(zhì)量控制三大核心環(huán)節(jié)。本文將從設(shè)計(jì)基礎(chǔ)、關(guān)鍵部件制造、裝配工藝及質(zhì)量檢測四個(gè)維度,系統(tǒng)解析皮帶輸送機(jī)的制造工藝。
一、設(shè)計(jì)基礎(chǔ):參數(shù)化與場景化驅(qū)動(dòng)
制造工藝的起點(diǎn)是科學(xué)的設(shè)計(jì)方案。現(xiàn)代皮帶輸送機(jī)設(shè)計(jì)需綜合考慮輸送量、物料特性、環(huán)境條件及空間布局等因素,通過參數(shù)化建模實(shí)現(xiàn)定制化生產(chǎn)。例如,針對煤炭行業(yè),需根據(jù)煤塊粒度、濕度及含硫量優(yōu)化輸送帶材質(zhì)與槽角設(shè)計(jì);在食品領(lǐng)域,則需采用食品級不銹鋼與防靜電涂層,確保符合衛(wèi)生標(biāo)準(zhǔn)。
設(shè)計(jì)過程中,工程師需運(yùn)用三維建模軟件進(jìn)行虛擬裝配與運(yùn)動(dòng)仿真,驗(yàn)證各部件干涉情況與動(dòng)態(tài)平衡性。以長距離輸送系統(tǒng)為例,通過模擬分析可確定最佳托輥間距與張緊力參數(shù),避免運(yùn)行中因振動(dòng)導(dǎo)致的皮帶跑偏或打滑。此外,模塊化設(shè)計(jì)理念的應(yīng)用使得標(biāo)準(zhǔn)段、驅(qū)動(dòng)段與張緊段可快速組合,縮短交付周期并降低維護(hù)成本。
二、關(guān)鍵部件制造:精度與材料的雙重保障
1. 輸送帶:分層復(fù)合工藝
輸送帶是核心承載部件,其制造采用多層復(fù)合技術(shù)。織物芯輸送帶由高強(qiáng)度帆布層與橡膠覆蓋層構(gòu)成,通過高溫硫化工藝實(shí)現(xiàn)層間粘合。制造過程中需嚴(yán)格控制硫化溫度與壓力,確保覆蓋層厚度均勻性誤差不超過±0.2mm。對于鋼繩芯輸送帶,則需將鍍鋅鋼絲繩縱向排列后浸漬橡膠,經(jīng)壓延機(jī)輥壓形成整體結(jié)構(gòu),其抗拉強(qiáng)度可達(dá)普通織物芯帶的3-5倍。
2. 滾筒:動(dòng)平衡與表面處理
驅(qū)動(dòng)滾筒與改向滾筒的制造需兼顧強(qiáng)度與耐磨性。筒體采用無縫鋼管切割后,通過車床加工至設(shè)計(jì)尺寸,隨后進(jìn)行動(dòng)平衡測試以消除高速旋轉(zhuǎn)時(shí)的振動(dòng)。表面處理工藝直接影響摩擦系數(shù):光面滾筒適用于干燥環(huán)境,而人字花紋膠面滾筒則通過增加接觸面積提升防滑性能,其花紋深度需控制在2-3mm以避免物料嵌入。
3. 托輥:密封與旋轉(zhuǎn)精度
托輥的制造難點(diǎn)在于軸承密封與旋轉(zhuǎn)阻力控制。采用沖壓工藝制作輥體后,需在兩端安裝雙唇密封圈,防止粉塵侵入導(dǎo)致軸承卡死。旋轉(zhuǎn)精度測試要求托輥在額定轉(zhuǎn)速下徑向跳動(dòng)不超過0.5mm,軸向竄動(dòng)量小于0.3mm。對于調(diào)心托輥,其錐形輥體與支架的配合間隙需精確至0.1mm,以確保自動(dòng)糾偏功能的有效性。
4. 機(jī)架:焊接變形控制
機(jī)架作為支撐主體,通常采用Q235碳鋼或不銹鋼焊接而成。為減少焊接應(yīng)力導(dǎo)致的變形,需遵循“對稱焊接、分段退焊”原則,即先焊接對稱位置的短焊縫,再逐步完成長焊縫連接。焊后需進(jìn)行振動(dòng)時(shí)效處理,消除殘余應(yīng)力,隨后通過數(shù)控折彎機(jī)加工安裝孔位,確保孔距公差在±0.5mm以內(nèi)。
三、裝配工藝:從部件到系統(tǒng)的集成
1. 預(yù)裝配與調(diào)試
裝配流程始于部件預(yù)檢,包括輸送帶長度測量、滾筒軸線校準(zhǔn)及托輥旋轉(zhuǎn)測試。隨后進(jìn)行中間架組裝,通過激光水平儀調(diào)整機(jī)架垂直度,誤差需控制在1/1000以內(nèi)。張緊裝置的安裝需根據(jù)皮帶長度計(jì)算初始張力,通常采用螺旋式或重錘式張緊機(jī)構(gòu),確保皮帶垂度不超過帶寬的2%。
2. 皮帶鋪貼與接頭處理
皮帶鋪貼需在潔凈環(huán)境中進(jìn)行,避免油污污染橡膠表面。接頭工藝分為機(jī)械連接與硫化連接兩種:機(jī)械連接采用皮帶扣固定,適用于臨時(shí)性或輕載場景;硫化連接則通過高溫加壓使接頭處橡膠分子重新交聯(lián),其強(qiáng)度可達(dá)原帶的90%以上。硫化過程中需嚴(yán)格控制溫度(145-155℃)與時(shí)間(20-30分鐘),防止過硫?qū)е孪鹉z老化。
3. 驅(qū)動(dòng)系統(tǒng)集成
驅(qū)動(dòng)裝置由電機(jī)、減速器與液力耦合器組成,需通過扭矩測試驗(yàn)證傳動(dòng)效率。安裝時(shí)需確保電機(jī)軸與減速器輸入軸的同軸度誤差小于0.1mm,避免運(yùn)行中產(chǎn)生附加載荷。對于變頻調(diào)速系統(tǒng),還需進(jìn)行參數(shù)整定,優(yōu)化加速時(shí)間與過載保護(hù)閾值,防止皮帶啟動(dòng)時(shí)打滑或電機(jī)堵轉(zhuǎn)。
四、質(zhì)量檢測:全流程管控與可靠性驗(yàn)證
1. 靜態(tài)檢測
完成裝配后,需對整機(jī)進(jìn)行靜態(tài)檢測,包括:
幾何尺寸測量:使用三坐標(biāo)測量儀驗(yàn)證機(jī)架對角線誤差是否小于3mm;
涂層厚度檢測:采用磁性測厚儀檢查防腐涂層厚度,確保達(dá)到設(shè)計(jì)要求;
電氣安全測試:檢查接地電阻與絕緣性能,防止漏電風(fēng)險(xiǎn)。
2. 動(dòng)態(tài)試運(yùn)行
動(dòng)態(tài)測試分為空載與負(fù)載兩個(gè)階段:
空載運(yùn)行:連續(xù)運(yùn)轉(zhuǎn)4小時(shí),監(jiān)測皮帶跑偏量、托輥溫升及噪聲水平,跑偏量需控制在帶寬的5%以內(nèi);
負(fù)載運(yùn)行:逐步增加載荷至額定值的120%,驗(yàn)證輸送帶與滾筒的打滑率是否小于5%,同時(shí)檢查張緊裝置的調(diào)節(jié)靈活性。
3. 智能監(jiān)測系統(tǒng)集成
現(xiàn)代皮帶輸送機(jī)常配備物聯(lián)網(wǎng)監(jiān)測模塊,通過傳感器實(shí)時(shí)采集振動(dòng)、溫度與張力數(shù)據(jù),結(jié)合AI算法預(yù)測部件壽命。例如,托輥軸承故障可通過振動(dòng)頻譜分析提前識別,避免非計(jì)劃停機(jī);皮帶撕裂檢測則利用圖像識別技術(shù),在0.1秒內(nèi)定位損傷位置并觸發(fā)報(bào)警。
結(jié)語
皮帶輸送機(jī)的制造工藝是機(jī)械設(shè)計(jì)、材料科學(xué)與自動(dòng)化技術(shù)的深度融合。從精密加工到智能檢測,每一道工序都關(guān)乎設(shè)備的最終性能。隨著工業(yè)4.0的推進(jìn),數(shù)字化制造技術(shù)(如3D打印托輥、激光焊接機(jī)架)正逐步應(yīng)用于生產(chǎn)實(shí)踐,推動(dòng)皮帶輸送機(jī)向更高效率、更低能耗的方向演進(jìn)。未來,制造工藝的持續(xù)優(yōu)化將進(jìn)一步鞏固皮帶輸送機(jī)在物流運(yùn)輸領(lǐng)域的核心地位。皮帶輸送機(jī)作為現(xiàn)代工業(yè)物流的核心設(shè)備,其制造工藝直接決定了設(shè)備的性能、壽命與運(yùn)行穩(wěn)定性。從原材料選擇到最終調(diào)試,整個(gè)制造流程涉及精密加工、結(jié)構(gòu)優(yōu)化與質(zhì)量控制三大核心環(huán)節(jié)。本文將從設(shè)計(jì)基礎(chǔ)、關(guān)鍵部件制造、裝配工藝及質(zhì)量檢測四個(gè)維度,系統(tǒng)解析皮帶輸送機(jī)的制造工藝。
一、設(shè)計(jì)基礎(chǔ):參數(shù)化與場景化驅(qū)動(dòng)
制造工藝的起點(diǎn)是科學(xué)的設(shè)計(jì)方案。現(xiàn)代皮帶輸送機(jī)設(shè)計(jì)需綜合考慮輸送量、物料特性、環(huán)境條件及空間布局等因素,通過參數(shù)化建模實(shí)現(xiàn)定制化生產(chǎn)。例如,針對煤炭行業(yè),需根據(jù)煤塊粒度、濕度及含硫量優(yōu)化輸送帶材質(zhì)與槽角設(shè)計(jì);在食品領(lǐng)域,則需采用食品級不銹鋼與防靜電涂層,確保符合衛(wèi)生標(biāo)準(zhǔn)。
設(shè)計(jì)過程中,工程師需運(yùn)用三維建模軟件進(jìn)行虛擬裝配與運(yùn)動(dòng)仿真,驗(yàn)證各部件干涉情況與動(dòng)態(tài)平衡性。以長距離輸送系統(tǒng)為例,通過模擬分析可確定最佳托輥間距與張緊力參數(shù),避免運(yùn)行中因振動(dòng)導(dǎo)致的皮帶跑偏或打滑。此外,模塊化設(shè)計(jì)理念的應(yīng)用使得標(biāo)準(zhǔn)段、驅(qū)動(dòng)段與張緊段可快速組合,縮短交付周期并降低維護(hù)成本。
二、關(guān)鍵部件制造:精度與材料的雙重保障
1. 輸送帶:分層復(fù)合工藝
輸送帶是核心承載部件,其制造采用多層復(fù)合技術(shù)。織物芯輸送帶由高強(qiáng)度帆布層與橡膠覆蓋層構(gòu)成,通過高溫硫化工藝實(shí)現(xiàn)層間粘合。制造過程中需嚴(yán)格控制硫化溫度與壓力,確保覆蓋層厚度均勻性誤差不超過±0.2mm。對于鋼繩芯輸送帶,則需將鍍鋅鋼絲繩縱向排列后浸漬橡膠,經(jīng)壓延機(jī)輥壓形成整體結(jié)構(gòu),其抗拉強(qiáng)度可達(dá)普通織物芯帶的3-5倍。
2. 滾筒:動(dòng)平衡與表面處理
驅(qū)動(dòng)滾筒與改向滾筒的制造需兼顧強(qiáng)度與耐磨性。筒體采用無縫鋼管切割后,通過車床加工至設(shè)計(jì)尺寸,隨后進(jìn)行動(dòng)平衡測試以消除高速旋轉(zhuǎn)時(shí)的振動(dòng)。表面處理工藝直接影響摩擦系數(shù):光面滾筒適用于干燥環(huán)境,而人字花紋膠面滾筒則通過增加接觸面積提升防滑性能,其花紋深度需控制在2-3mm以避免物料嵌入。
3. 托輥:密封與旋轉(zhuǎn)精度
托輥的制造難點(diǎn)在于軸承密封與旋轉(zhuǎn)阻力控制。采用沖壓工藝制作輥體后,需在兩端安裝雙唇密封圈,防止粉塵侵入導(dǎo)致軸承卡死。旋轉(zhuǎn)精度測試要求托輥在額定轉(zhuǎn)速下徑向跳動(dòng)不超過0.5mm,軸向竄動(dòng)量小于0.3mm。對于調(diào)心托輥,其錐形輥體與支架的配合間隙需精確至0.1mm,以確保自動(dòng)糾偏功能的有效性。
4. 機(jī)架:焊接變形控制
機(jī)架作為支撐主體,通常采用Q235碳鋼或不銹鋼焊接而成。為減少焊接應(yīng)力導(dǎo)致的變形,需遵循“對稱焊接、分段退焊”原則,即先焊接對稱位置的短焊縫,再逐步完成長焊縫連接。焊后需進(jìn)行振動(dòng)時(shí)效處理,消除殘余應(yīng)力,隨后通過數(shù)控折彎機(jī)加工安裝孔位,確保孔距公差在±0.5mm以內(nèi)。
三、裝配工藝:從部件到系統(tǒng)的集成
1. 預(yù)裝配與調(diào)試
裝配流程始于部件預(yù)檢,包括輸送帶長度測量、滾筒軸線校準(zhǔn)及托輥旋轉(zhuǎn)測試。隨后進(jìn)行中間架組裝,通過激光水平儀調(diào)整機(jī)架垂直度,誤差需控制在1/1000以內(nèi)。張緊裝置的安裝需根據(jù)皮帶長度計(jì)算初始張力,通常采用螺旋式或重錘式張緊機(jī)構(gòu),確保皮帶垂度不超過帶寬的2%。
2. 皮帶鋪貼與接頭處理
皮帶鋪貼需在潔凈環(huán)境中進(jìn)行,避免油污污染橡膠表面。接頭工藝分為機(jī)械連接與硫化連接兩種:機(jī)械連接采用皮帶扣固定,適用于臨時(shí)性或輕載場景;硫化連接則通過高溫加壓使接頭處橡膠分子重新交聯(lián),其強(qiáng)度可達(dá)原帶的90%以上。硫化過程中需嚴(yán)格控制溫度(145-155℃)與時(shí)間(20-30分鐘),防止過硫?qū)е孪鹉z老化。
3. 驅(qū)動(dòng)系統(tǒng)集成
驅(qū)動(dòng)裝置由電機(jī)、減速器與液力耦合器組成,需通過扭矩測試驗(yàn)證傳動(dòng)效率。安裝時(shí)需確保電機(jī)軸與減速器輸入軸的同軸度誤差小于0.1mm,避免運(yùn)行中產(chǎn)生附加載荷。對于變頻調(diào)速系統(tǒng),還需進(jìn)行參數(shù)整定,優(yōu)化加速時(shí)間與過載保護(hù)閾值,防止皮帶啟動(dòng)時(shí)打滑或電機(jī)堵轉(zhuǎn)。
四、質(zhì)量檢測:全流程管控與可靠性驗(yàn)證
1. 靜態(tài)檢測
完成裝配后,需對整機(jī)進(jìn)行靜態(tài)檢測,包括:
幾何尺寸測量:使用三坐標(biāo)測量儀驗(yàn)證機(jī)架對角線誤差是否小于3mm;
涂層厚度檢測:采用磁性測厚儀檢查防腐涂層厚度,確保達(dá)到設(shè)計(jì)要求;
電氣安全測試:檢查接地電阻與絕緣性能,防止漏電風(fēng)險(xiǎn)。
2. 動(dòng)態(tài)試運(yùn)行
動(dòng)態(tài)測試分為空載與負(fù)載兩個(gè)階段:
空載運(yùn)行:連續(xù)運(yùn)轉(zhuǎn)4小時(shí),監(jiān)測皮帶跑偏量、托輥溫升及噪聲水平,跑偏量需控制在帶寬的5%以內(nèi);
負(fù)載運(yùn)行:逐步增加載荷至額定值的120%,驗(yàn)證輸送帶與滾筒的打滑率是否小于5%,同時(shí)檢查張緊裝置的調(diào)節(jié)靈活性。
3. 智能監(jiān)測系統(tǒng)集成
現(xiàn)代皮帶輸送機(jī)常配備物聯(lián)網(wǎng)監(jiān)測模塊,通過傳感器實(shí)時(shí)采集振動(dòng)、溫度與張力數(shù)據(jù),結(jié)合AI算法預(yù)測部件壽命。例如,托輥軸承故障可通過振動(dòng)頻譜分析提前識別,避免非計(jì)劃停機(jī);皮帶撕裂檢測則利用圖像識別技術(shù),在0.1秒內(nèi)定位損傷位置并觸發(fā)報(bào)警。
結(jié)語
皮帶輸送機(jī)的制造工藝是機(jī)械設(shè)計(jì)、材料科學(xué)與自動(dòng)化技術(shù)的深度融合。從精密加工到智能檢測,每一道工序都關(guān)乎設(shè)備的最終性能。隨著工業(yè)4.0的推進(jìn),數(shù)字化制造技術(shù)(如3D打印托輥、激光焊接機(jī)架)正逐步應(yīng)用于生產(chǎn)實(shí)踐,推動(dòng)皮帶輸送機(jī)向更高效率、更低能耗的方向演進(jìn)。未來,制造工藝的持續(xù)優(yōu)化將進(jìn)一步鞏固皮帶輸送機(jī)在物流運(yùn)輸領(lǐng)域的核心地位。
以上就是坤威機(jī)械為大家整理《皮帶輸送機(jī)的制造工藝有哪些》的全部內(nèi)容了,(以上內(nèi)容僅供參考,具體情況需要具體分析,并不適用于所有現(xiàn)場。如有問題概不負(fù)責(zé)。)如果想了解更多關(guān)于輸送機(jī)的知識,請撥打我們的電話進(jìn)行聯(lián)系吧
本文標(biāo)題:皮帶輸送機(jī)的制造工藝有哪些
本文作者:河南坤威機(jī)械制造有限公司
 皮帶輸送機(jī)設(shè)備生產(chǎn)廠家讓我們?yōu)槟疤峁狈判漠a(chǎn)品
皮帶輸送機(jī)設(shè)備生產(chǎn)廠家讓我們?yōu)槟疤峁狈判漠a(chǎn)品

掃一掃關(guān)注